Machines by Process
Precihole Machines are available with variety of Toolings based on production and application requirements. Machines are optimized to run at best parameters with the appropriate toolings.

Gun Drilling
This system is generally used from holes that are from Ø1 mm up to Ø40 mm in size with L/D ratios of up to 200. High pressure coolant passes internally through the tube and flushes out the chips externally though the a V Shaped groove.
Learn More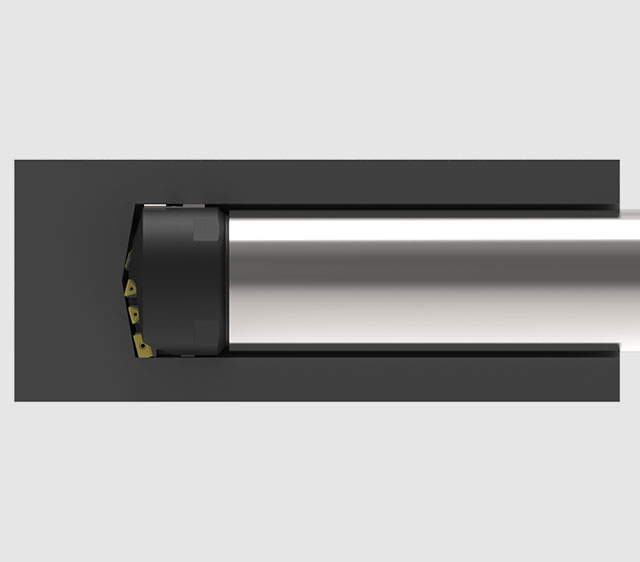
BTA Drilling
This is a Single Tube System (STS) in which high pressure coolant is supplied to the cutter through the annular area between the drilled hole and tube OD. Chips are evacuated from inside the cutting tube. Metal removal rates are generally much higher than gun drilling. This technology is used for holes from Ø12 mm to Ø250 mm in size.
Learn More
Ejector Drilling
Ejector drilling is similar to BTA drilling but instead of a single tube it consists of two tubes. Coolant is fed from the outer tube and the chips and coolant after drilling are flushed from the inner tube.
Learn More
Counter Boring
Counter boring enlarges an existing hole. It covers a range up to Ø500 mm hole size. Number of cutting edges on the tool vary depending on the amount of material to be removed from the part. Once the tool enters the hole, the pads support the finished diameter.
Learn More
Trepanning
Trepanning is a process that removes a solid core from the ID of a cylindrical workpiece. The tool cores out a solid cross section. This technology is used for parts that use exotic and expensive materials in which the core can be reused for a smaller size part.
Learn More
Bottom Forming
This process is used to profile the bottom of a blind hole. A special profile tool is used to generate the required profile at the end. This requires an existing blind hole be present in the work piece.
Learn More
Skiving & Roller Burnishing
Skiving and Roller burnishing a high-speed process to finish hydraulic cylinder tubes. Skiving cutter shaves of a bit of the OD and the roller burnishing pads put hydraulic pressure on the cut surface to burnish it and improve surface finish. This process is about 40-50 times faster than honing.
Learn More
Pull Reaming
Pull reaming is used to improve straightness and accuracy of long holes. The reaming tool is rotated and pulled through the drilled hole. The surface finish as well as size of drilled hole is improved using this process.
Learn More
Pull Boring
Pull boring is being used mainly to have very straight and accurate long holes. The oil is fed similar to BTA drilling or counter boring i.e. through the pressure head. This has guide pads which are supported in the pre-bore, thus producing the enlarged bore on the original axis.
Learn More
Honing
Honing is a process that uses Silicon Carbide , Aluminum Oxide, CBN or Diamond tools to polish the ID of a cylindrical shaft . These tools are mounted on a mandrel that is rotated and reciprocated at the same time. Expansion of the mandrel is controlled by servo controls or hydraulically. Honing gives a surface finish of 0.1 Ra or better in most cases.
Learn More
Bottle Boring
This operation is used for generating internal profiles in pre-drilled holes. The tool expands internally when actuated while it passes through the hole. This process requires two axis interpolation to achieve the final result.
Learn More